
Содержание
Европейский техногигант iCare публикует примечательные расчеты: их датчики вибрации, установленные на работающих подшипниках, экономят буквально миллионы долларов (речь о потенциальных финансовых потерях при аварийной ситуации). Сочетание чувствительного «железа» и софта, использующего современные технологии ИИ, позволяет спрогнозировать отказ подшипника задолго до появления нарушений в работе оборудования. Правда, без человеческих мозгов тут всё равно не обойтись. И, по утверждениям iCare, иногда другими способами без разборки узла это сделать невозможно!
Над подобными системами работает множество производителей. Так сколько денег может сэкономить смарт-подшипник? Следует иметь в виду, что сам комплекс датчиков обойдется примерно в 2000 долларов за единицу, включая подписку на обслуживание, услуги «облака» и удаленный анализ.
Тихоходная мельница и 500 000 экономии
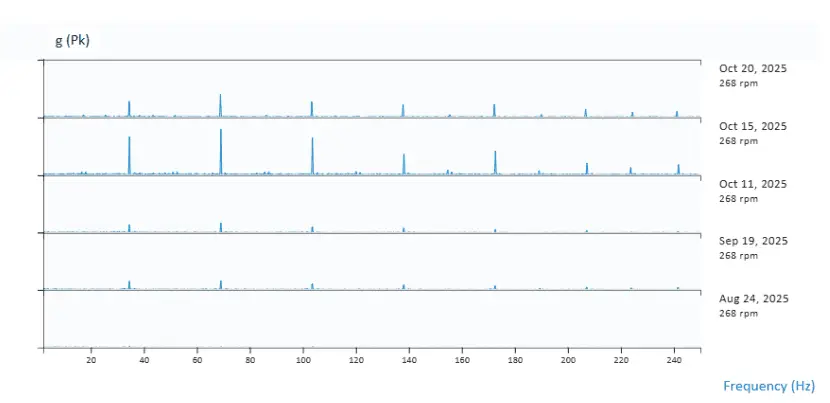
На тихоходной мельнице (частота вращения 268 оборотов в минуту) были установлены беспроводные датчики G23. Конструкция мельницы не предусматривала возможность визуального контроля. Система обнаружила аномальное поведение роликового подшипника, о чём свидетельствовала серия последовательных высоких значений вибрации в показаниях высокочастотного канала (то есть датчик способен фиксировать очень кратковременные события).
На графике это выглядит как очень короткий, практически случайный, эпизодический всплеск. Этот метод, который называется I-DNA, предназначен для выявления слабых ударных сигналов, возникающих в тихоходных подшипниках — сигналов, которые традиционные измерения вибрации часто не могут зафиксировать.
I-DNA превращает ударные микроимпульсы от трещин в числовые значения, которые обычные анализаторы вибрации отфильтровывают как шум. Черные цилиндрики с синей полосой на фото ниже — установленные беспроводные датчики вибрации.

Система подала сигнал тревоги и перенаправила информацию техническому специалисту компании-разработчика. Как видим, без квалифицированного инженера не обойтись. Тот в свою очередь распознал в графиках неисправность подшипника Timken 23248 EMB и порекомендовал немедленный осмотр механизма.
В подшипнике «циркулировали» несколько металлических обломков, которые с высокой вероятностью привели бы к разрушению подшипника и внеплановой остановке мельницы. Так вот, в iCare утверждают, что своевременной заменой подшипника сэкономили клиенту 500 000 долларов и помогли избежать три недели времени простоя!
Ветрогенератор и 180 000 экономии
Еще один случай: 180 000 долларов экономии при эксплуатации ветрогенератора. Описан горизонтальный ветряк мощностью 2 мВт. Система зафиксировала уровни вибрации на переднем главном подшипнике, превышающие пороговые значения, с повышенной активностью в диапазоне 10–1000 Гц. Аномалии происходили синхронно с вращением ротора: чем быстрее он вращался, тем чаще наблюдались нарушения. Двух мнений быть не могло, аномалии напрямую связаны с работой ветряка.
И снова в дело вступил инженер компании: по данным телеметрии он определил повреждение на внутреннем кольце подшипника. В качестве рекомендации инженер выдвинул предложение снизить частоту вращения ротора, продуть систему смазки для удаления продуктов износа и после этого провести эндоскопическое обследование. Эндоскоп показал: да, подшипник действительно поврежден.

Поменять этот подшипник — трудная и дорогая операция. Поскольку вибрация на пониженных оборотах укладывалась в допустимые нормы, владелец турбины решил отложить замену, чтобы провести операцию сразу на нескольких своих ветряках — оптимизировать затраты. Ветрогенератор штатно проработал под наблюдением еще восемь месяцев, а потом прошел плановый ремонт.
Ну и, наконец, дело на миллион долларов
На мельницу одного из австралийских месторождений систему мониторинга вибрации установили в начале лета, 3 июня, а уже через неделю от датчика поступил сигнал об аномальной вибрации на подшипнике приводного вала. Между прочим, у горняков уже был печальный опыт: два часа простоя из-за поломки обошлись им в 200 000 долларов. После инцидента на мельницу и установили сенсоры.
Команда диагностировала развивающийся дефект подшипника SKF 22344 CCK/W33 на самой ранней стадии развития, и рекомендовала провести замену во время следующей плановой остановки. Несколько недель после этого за подшипником тщательно наблюдали, и вибрация на нем значимо не росла.

Интересно: привлеченные две команды независимых экспертов в ходе инспекции проблем не выявили, а еще одна — не смогла указать причину аномалии. А датчик тем не менее сигналил, и характер сигнала говорил о чрезмерно большом внутреннем зазоре.
Замена была успешно выполнена во время плановой остановки 16 июля. Благодаря раннему обнаружению проблемы предприятие избежало незапланированного простоя продолжительностью от 12 до 24 часов. В зависимости от производительности, это позволило сэкономить от 561 000 до 1 120 000 долларов. Это, конечно, некоторая натяжка совы на глобус, но раз уж подобный инцидент на мельнице состоялся ранее, то в этот раз австралийцы решили перестраховаться.



